Powder Coating Powder Supplier
Professional Powder Manufacturer Exporter
Main Menu
Home
Products
Colors & Finish
RAL Color Chart
Wrinkle Finish
Sand Finish
Chrome/Silver/Alu
Antique Colors
Antique Gold
Antique Silver
Antique copper
Crocodile Skin
Hammer Finish
Wood Effect
Marble Effect
Clear/Topcoat/Trans
Cracking Effect
Leaf Vein
Leather Effect
Candy Colors
About
Why Us
Agent Wanted
Our Plant
Contact
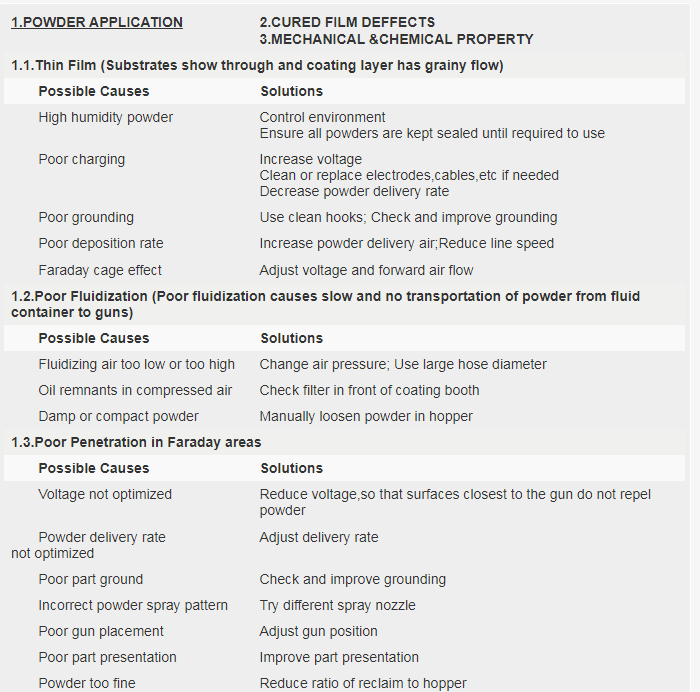
Troubleshooting Guide

 D5 Creation | Powered by: WordPress
D5 Creation | Powered by: WordPress